技术资料
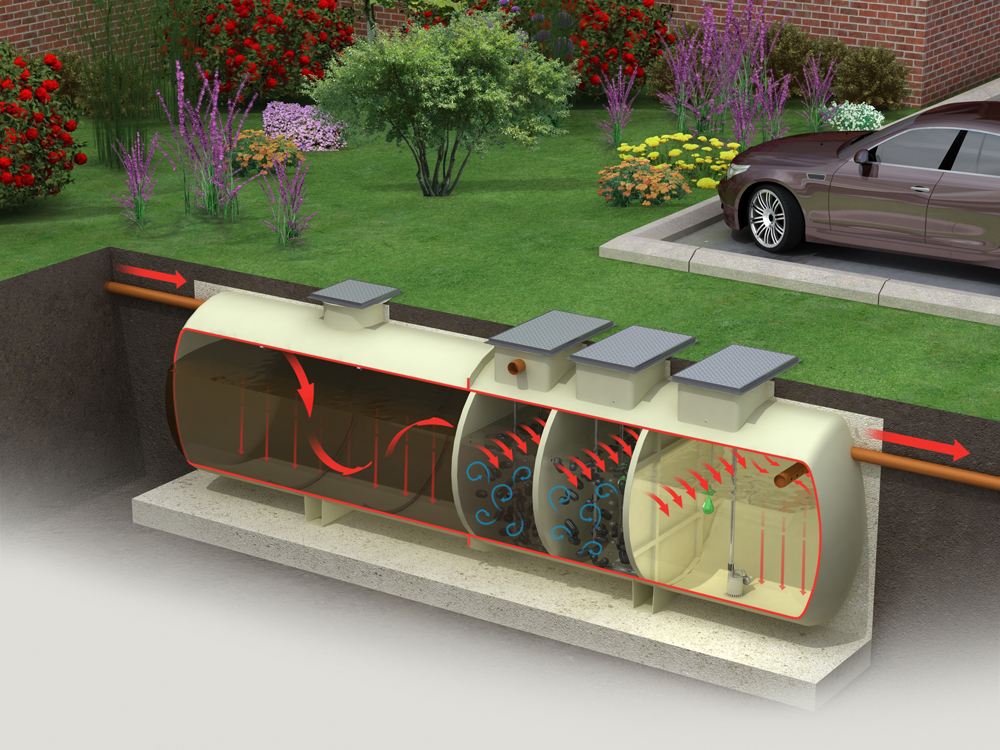
地埋式污水处理设备厂家解决MBR处理问题
2018/3/19
有煤化工废水厂家电话咨询我公司,MBR膜组件为新更换产品,使用不到半个月出现抽吸负压急剧升高(达到-0.065Mpa)产水量不到设计流量的50%。
地埋式污水处理设备厂家派调试人员进入现场,根据现场反馈:通过观察、测试污泥情况及了解现场污水处理系统运行情况:生化混合液的污泥没有一点沉降性(静置24小时仍为悬浮状)、膜池充满高粘度难破灭泡沫。在从现场工人处了解到全套系统刚开始污泥脱水机为2台24小时人员值班运行,但是目前一台脱水机损坏已久,值班人员也从24小时轮班变化为白天8小时制度。
地埋式污水处理设备厂家对膜污堵分析:现场生化系统有严重问题,系统排泥严重不足,高温天气导致死泥积累发酵,出现大量高粘度气泡。膜池的大气量曝气将死泥冲打碎随高粘度泡沫粘附在膜表面,而且由于现场膜池没有装液位计,导致高液位是虚假液位,其实际液位低于膜组件,自吸泵抽吸时将泡沫、碎死泥越吸越牢靠,负压急剧升高。
地埋式污水处理设备厂家解决办法:1、加大排泥力度:调整目前在用单台污泥脱水机为24小时运行,联系厂家对另外一台污泥脱水机进行维修。2、消除气泡:往生化池加入消泡剂,消除大量的高粘度气泡安排3、调整提高系统生化能力,定时定量添加有机营养物提高可生化性,培养新活性污泥4、膜组件进行分组冲洗(纯物理水冲洗、由于是纯粹的污泥滤饼污堵膜,暂不需要化学清洗)
在此,非常希望有用过纯碎菌种处理跟MBR膜结合的伙伴们能分享分享自己的经验,一起让MBR膜应用的更好、更广泛。
阅读 (9053)
本文相关推荐
- 污水处理一体化设备MBR工艺设计及运行2020/8/10
- 中国特色的农村污染治理路线2020/7/17
- 第二次全国污染源普查看市场2020/6/12
- 龙源环保一体化生活污水处理方案2020/6/10
- 国务院办公厅印发《省(自治区、直辖市)污染防治攻坚战…2020/6/8
- 污水处理一体化设备MBBR工艺的应用特点2020/6/8
- 污水处理一体化设备对应突变低温天气调整2020/5/28
- 一体化生活污水处理注意事项2019/6/27